For every type of polished concrete there are subtle differences on what is required to achieve a polished finish. Please read our Buyers Guide to Polished Concrete here for some other factors to consider. |
In the table below is the position statements of the PCCA and Diagrind ® which include sections on slab protects, casting requirements and different types of finishes. Please download and read before you start designing your new or existing polished concrete floors. Please watch this space as we add more sections to cover important topics such as existing concrete, sealers, epoxy, artifacts and terrazzo.
SLAB PROTECTION : DOWNLOAD

TYPES OF POLISHED CONCRETE DOWNLOAD

GLOSS LEVEL DOWNLOAD

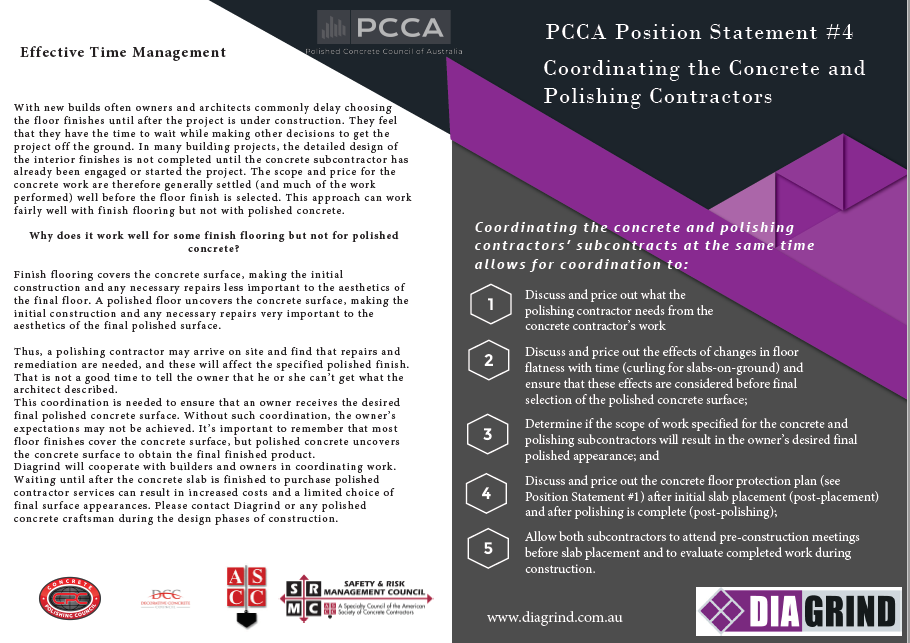
COORDINATION OF TRADES DOWNLOAD
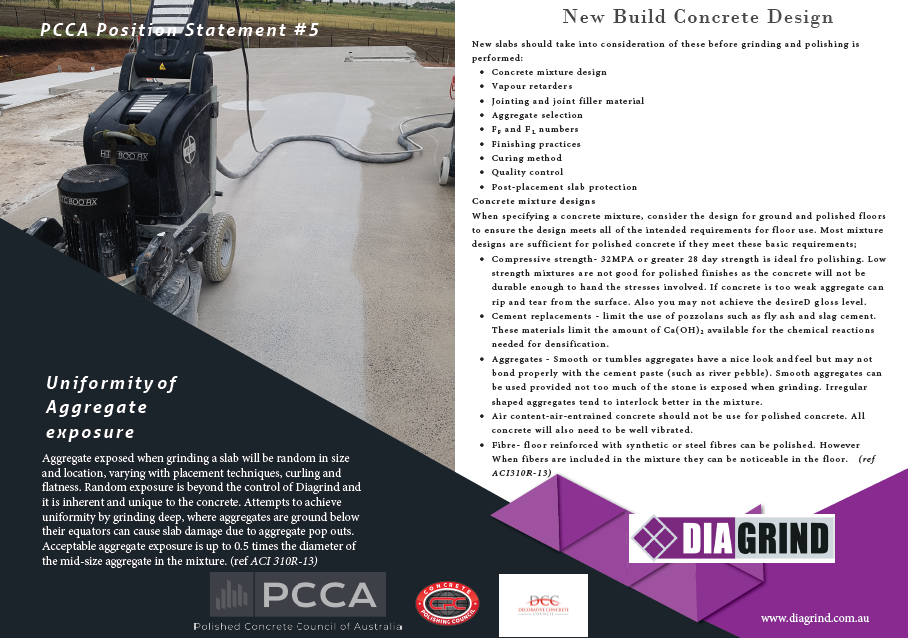
NEW BUILD DOWNLOAD
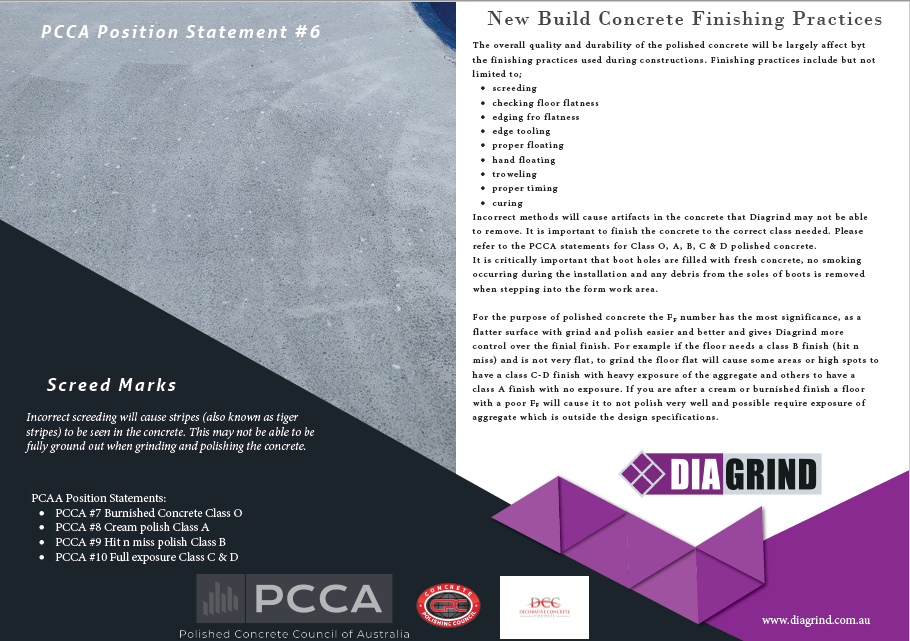
FINISHING PRACTICES DOWNLOAD
CLASS O : BURNISHED CONCRETE CASTING REQUIREMENTS DOWNLOAD

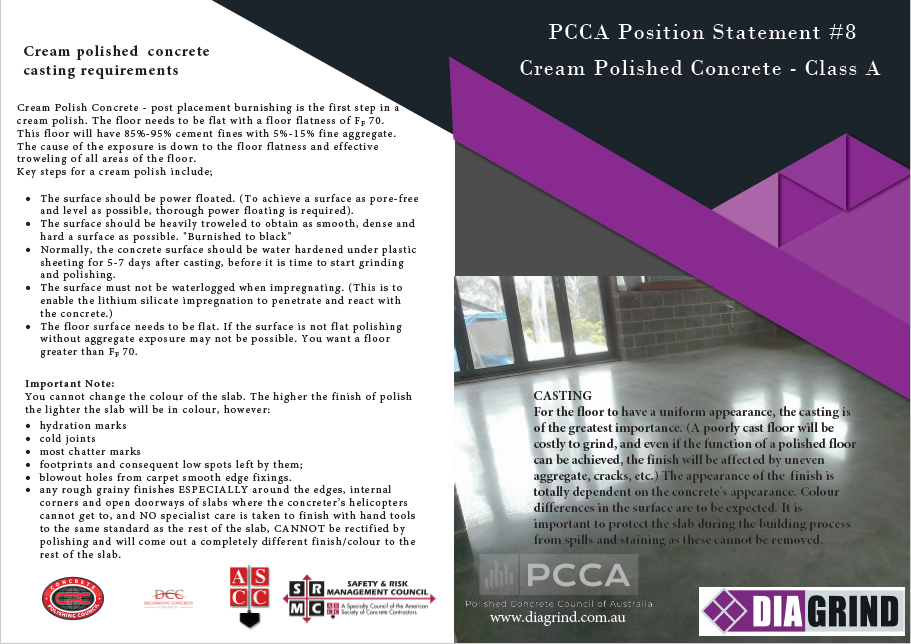
CLASS A: CREAM POLISH CASTING REQUIREMENTS DOWNLOAD
CLASS B: PARTIAL AGGREGATE EXPOSURE CASTING REQUIREMENTS DOWNLOAD

CLASS C & D: FULL AGGREGATE EXPOSURE CASTING REQUIREMENTS DOWNLOAD

MAINTENANCE DOWNLOAD

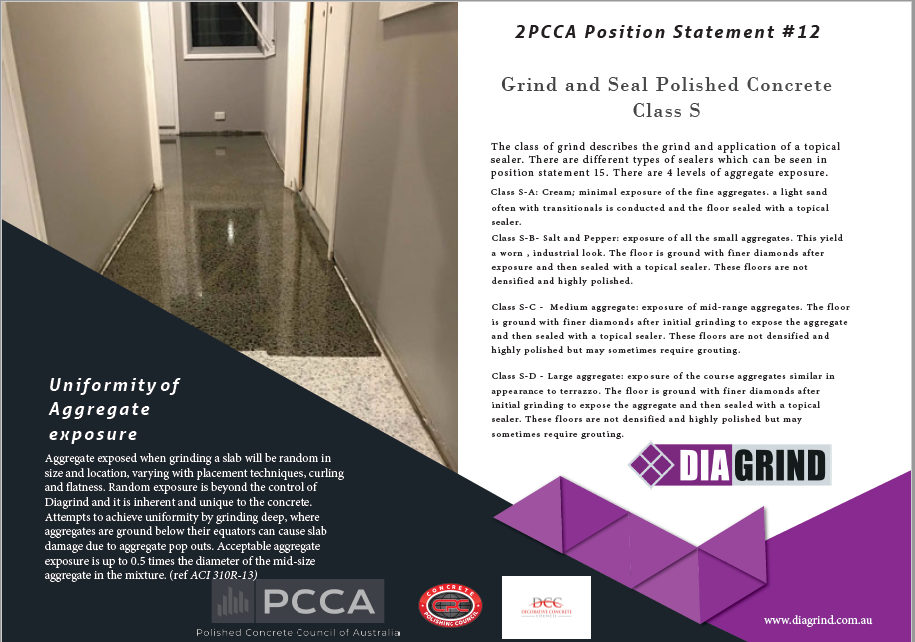
CLASS S: GRIND AND SEAL POLISHED CONCRETE DOWNLOAD
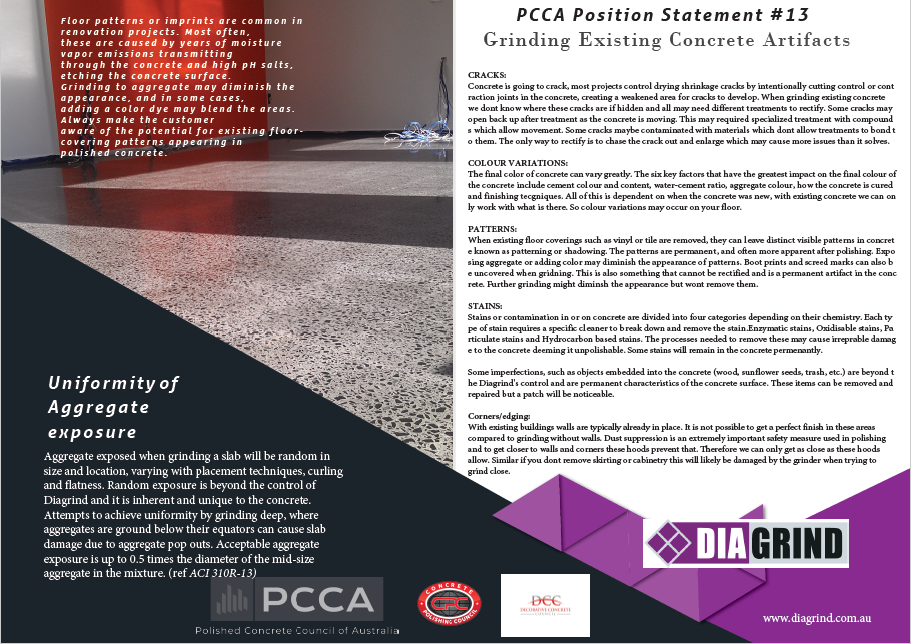
GRINDING EXISTING CONCRETE DOWNLOAD
EXISTING OR OLD CONCRETE OPTIONS DOWNLOAD

Before any new polished concrete slab is cast we always invite the builder or concretor to contact us and discuss the requirements specific to that application |